

MIM Technology
MIM stands for Metal powder lnjection Molding. Inject the metal powder into the mould, and after series of relativetreatments, form the final shape. The formed part has the advantage of intense similarity in shape. Additionally,it keeps theoriginal performances of metal in terms of physics, chemistry and machinery. The above technology just is Metal powderInjection Molding.
Complex three-dimensional structure
Like plastic products, metal parts with complex shapes can be produced at one time
Cost-effective
The product has low manufacturing cost, high smoothness, high precision (±0.3-±0.5%), and generally no subsequent processing
High mechanical properties
The mechanical properties of MIM products are better than castings and close to forgings
High efficiency
It is suitable for mass production, and the product performance is consistent. If the parts produced are selected appropriately, the more the quantity, the higher the economic benefit.
Efficient
Short lead time for mass production
Technological Process
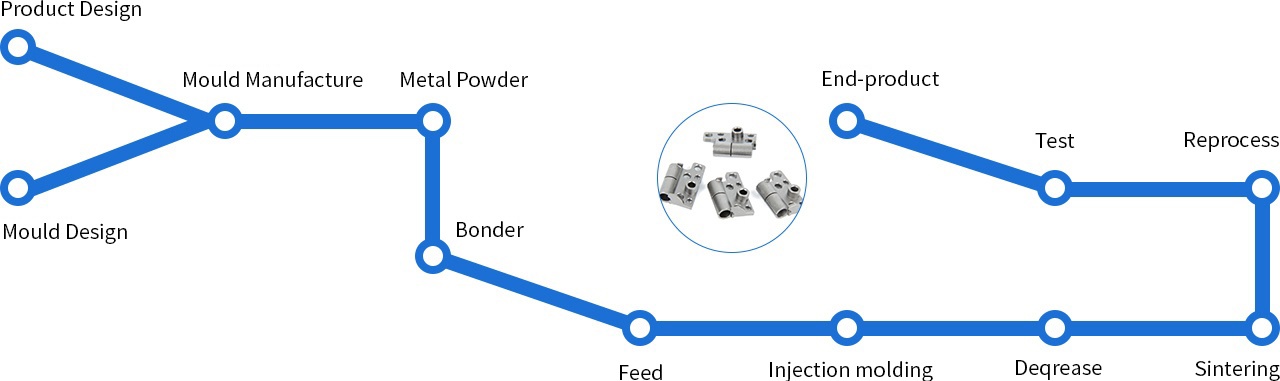

01 Metal powder
ln theory, the particle more smaller, specific surface area morelarger, formation and firing become more easily. Normally, diameter ofpowder particle,Nevertheless, in the MIM technology, metal powderdiameter is around 0.5~20 um.
lt is used to bind the metal powder and makes the mixture, in thecharging barrel of injecting machine, have rheological and lubricatingcharacteristic after heating.That means, binder is the carrier to bringpowder flowing.

02 Mixture
Mix metal powder and organic binder together. It will be the propermixture for MIM.Importantly, the uniformity degree of mixture willnot only effect the rheological characteristic directly, but also effect thetechnology parameters for injection molding and density or otherperformances for final material.

03 Injection molding
This process has the same principle as the plastic injectionmolding. And the condition of equipments are similar. In theinjection molding process, the mixture, in the charging barrel, willbe heated to become plastic material with rheological characteristic.Under the appropriate injection pressure, it will be injected into themould, and formed a roughcast, of which the appearance shouldbe uniformity, in order to make the product uniform shrinkage inthe process of firing.

04 Skim
The organic binder contained in the blank must be removedbefore sintering.This process is called debinding. Degreasingprocess must ensure that the binder from the different parts ofthe blank along the small channel between particles graduallydischarged, without reducing the strength of the blank.

05 Firing
lt makes porous, degreased roughcast, shrinkage, compact andbecome the product with definite tissue and performance.Although,the product performance has relations with many technologicalfactors before firing, the process of firing, under normal condition, hasbig or critical influence to the metallurgical structure and performance of the final products.

06 After process
Owning to the stric requirement in diameter for precise spareparts, the after process is necessary.This process is the same asthe heat treatment for normal metal products.
Equipment









Quality Control and Inspection
The quality spirit of striving for perfection enables comprehensive inspection of each product when it leaves the factory.
Quality is manufactured. We deeply understand the importance of quality in the production process, and we are determined not to let a non-conforming product leave the factory.
Automatic testing equipment to ensure the excellent quality and best performance of the product






